ECONO-2202 Final: Chapter 03 - Demand, Supply, and Market Equilibrium Bell Ringer

Get access

Related Documents
Related Questions
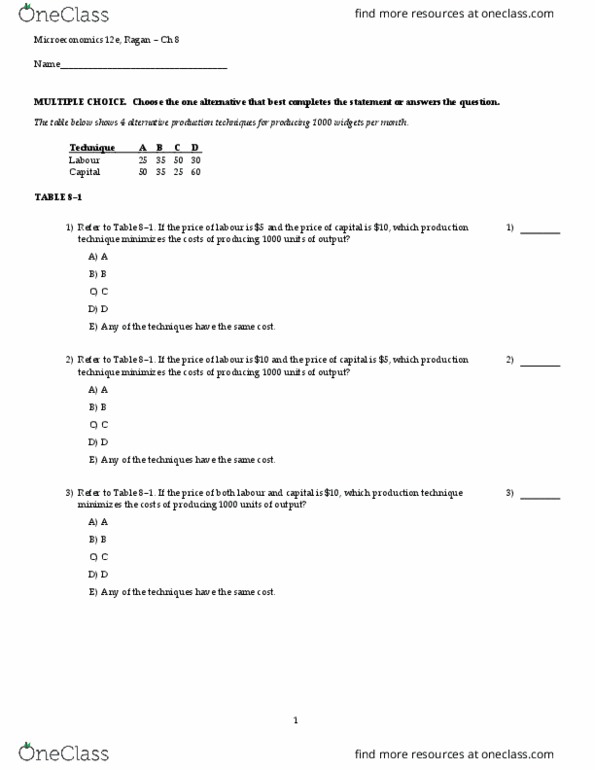
The table below contains information on three techniques for producing $15 worth of bar soap. Assume â$17.50 worth of bar soapâ means the selling price of soap is $3.50 per bar and all three techniques produce 5 bars of soap ($17.50 = $3.50 per bar à 5 bars). So you know each technique produces 5 bars of soap
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
a. What technique will you want to use if the price of a bar of soap falls to $3.25? (Click to select)Technique 1Technique 2Technique 3.
What if the price of a bar of soap rises to $4.75? (Click to select)Technique 1Technique 2Technique 3.
What if the price of a bar of soap rises to $5.75? (Click to select)Technique 1Technique 2Technique 3
b. How many bars of soap will you want to produce if the price of a bar of soap falls to $2.45?
| Zero: It is not profitable to produce bars of soap at this selling price | |
| Five: It is profitable to produce bars of soap at this selling price |
c. Suppose that the price of soap is again $3.50 per bar but that the cost of all four resources are now $1.3 per unit. Which is now the least-profitable technique? (Click to select)Technique 1Technique 2Technique 3.
d. If the resource prices return to their original levels (the ones shown in the table), but a new technique is invented that can produce 2.57 bars of soap using 1 unit of each of the four resources, will firms prefer the new technique?

The engineers believe that, compared with the conventional sheet metal blanks, LBW would result in significant savings for the following reasons:
1. Scrap reduction through more efficient blank nesting on coil since the parts to be stamped out of the sheet metal can be patterned more closely.
2. Scrap reclamation since the unused sheet metal can be re-welded by laser into a usable blank.
On the basis of an annual volume of 3,000 blanks, Ford engineers have estimated the financial data provided in the table below.
| Blanking Method | ||
| Description | Conventional | Laser Blank Welding |
| Weight per blank (lb / part) | 63.764 | 34.870 |
| Steel cost / part | $14.98 | $8.19 |
| Transportation cost / part | $0.67 | $0.42 |
| Blanking cost / part | $0.50 | $0.40 |
| Die investment | $106,480 | $83,000 |
The LBW technique appears to achieve significant savings, so Fordâs engineers are leaning toward adopting it. However, the Ford engineers have no experience with LBW, so they are not sure whether producing the windshield frames in this manner is a good strategy. For this windshield frame, it may be cheaper to use the services of a supplier that has both the experience with and the machinery for laser blanking. Fordâs lack of skill in laser blanking may mean that it will take six months to get up to the required production volume. If, however, Ford relies on a supplier, it can only assume that supplier problems will not halt the production of Fordâs cars. To be clear, Ford can select one of 3 options:
1) make the parts using conventional techniques;
2) make the parts using LBW techniques themselves; or
3) buy the parts from a subcontractor who will charge Ford a price per part with no volume discounts.
The subcontractor will use the LBW technique but does not disclose to Ford their costs. They will produce and deliver the parts to Ford in exchange for a per-part charge.
Assume a lifetime of 10 years and an interest rate of 16% to recommend the best course of action. If you use a Rate of Return approach, use 16% as the MARR. Assume that neither the conventional nor the LBW technologies have any salvage value. If Ford uses the subcontractor, what range of prices per part should they be willing to pay?
Please show work. Make assumptions when needed. Thanks
