GMS 401 Lecture Notes - Railways Act 1921, Preventive Maintenance, Process Flow Diagram

30 Aug 2013
School
Department
Course
Professor
Document Summary
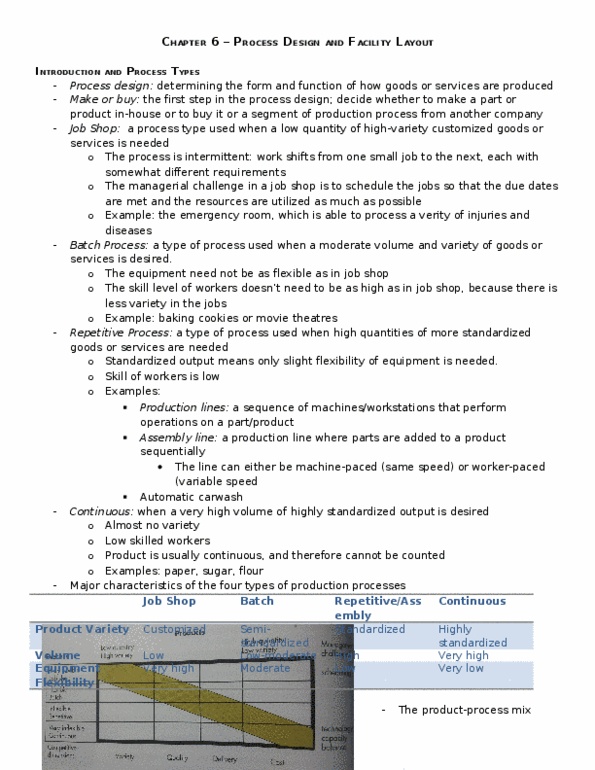
Process design determines the form and function of how production of goods or services is to occur. Implications for layout, equipment, design of the work system. Occur due to new products and technological change with the equipment / methods improvement. Make or buy is the first step in design in regards to some or all of a product / segment of the production process. Based on existing or desired core capabilities. Factors include: available capacity, quality, demand steady or temporary, the secrecy of technology and cost. Processes are classified into for basic types: job shop a process type used when a low quantity of high-variety customized goods or services is needed intermittent. High flexibility of equipment and skilled workers. Challenge is to schedule the jobs so that the due dates are met and resources utilized. Batch a type of process used when a moderate volume of variety of goods or services is desired.