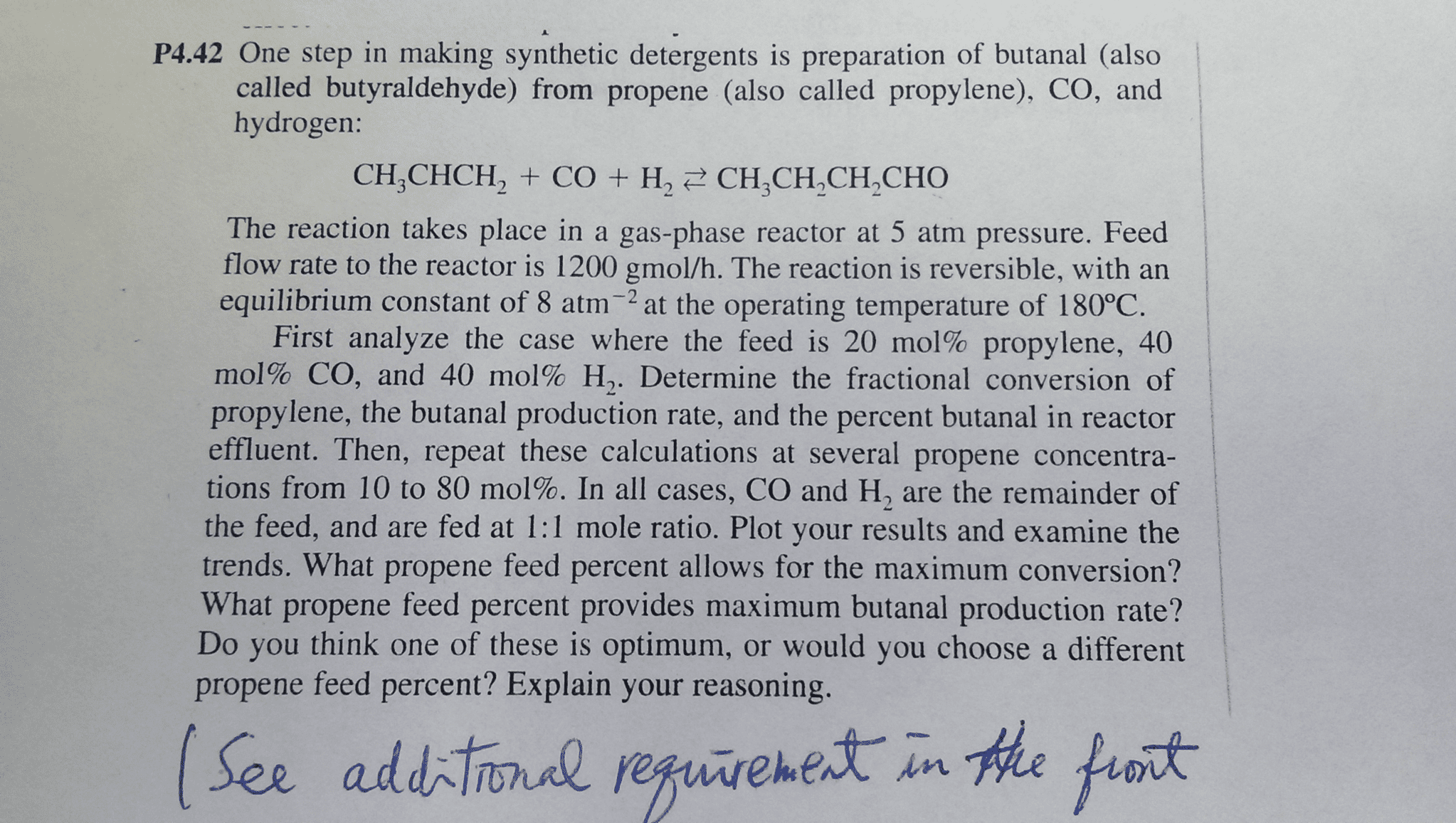
One step in making synthetic detergents is preparation of butanal (also called butyraldehyde) from propene (aka propylene), CO, and hydrogen...
Picture 1:
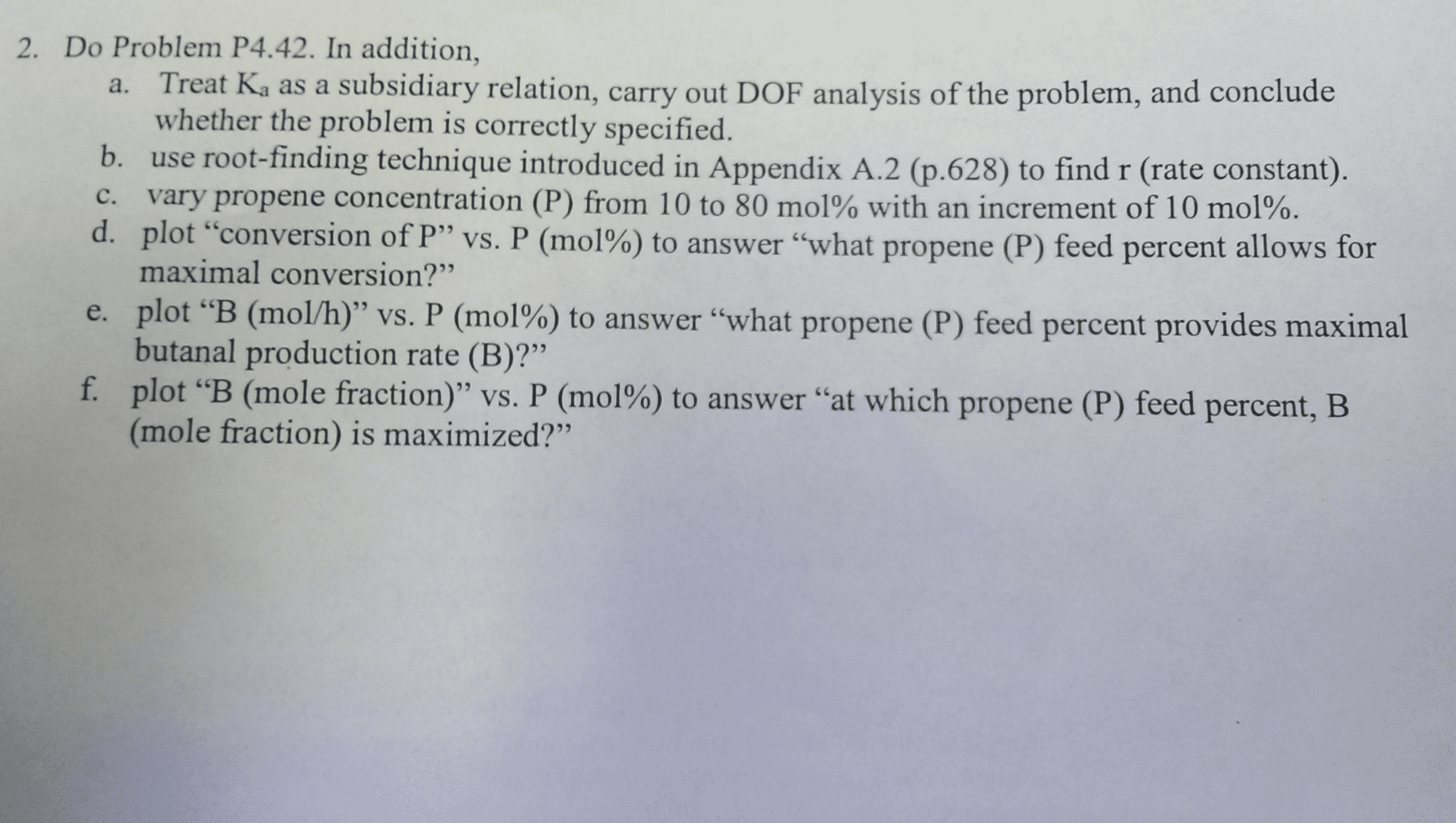
Picture 2: Additional Requirements
P4.42 One step in making synthetic detergents is preparation of butanal (also called butyraldehyde) from propene (also called propylene), CO, and hydrogen CH3CHCH2 CO H22 CH3CH CH2CHO The reaction takes place in a gas-phase reactor at 5 atm pressure. Feed flow rate to the reactor is 1200 gmolh. The reaction is reversible, with an equilibrium constant of 8 atm 2 at the operating temperature of 1800C First analyze the case where the feed is 20 mol% propylene, 40 mol% CO, and 40 mol% Ho. Determine the fractional conversion of propylene, the butanal production rate, and the percent butanal in reactor effluent. Then, repeat these calculations at several propene concentra- tions from 10 to 80 mol%. In all cases, CO and Hs are the remainder of the feed, and are fed at l: l mole ratio. Plot your results and examine the trends. What propene feed percent allows for the maximum conversion? What propene feed percent provides maximum butanal production rate? Do you think one of these is optimum, or would you choose a different propene feed percent? Explain your reasoning